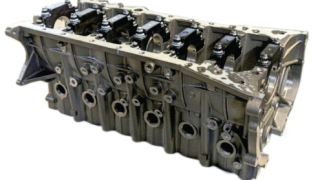
Super Street 427ci SBC Part 1
We kick off a ground up build based around Summit’s brand new, specially designed Small Block Chevy engine block. Featuring a large bore and stroke equaling 427ci, this robust platform will become the foundation for a high horsepower, pump gas, street dominator.
Season 11
Episode 15
Hosts: Pat Topolinski, Frankie Forman
First Air Date: November 4, 2024
Duration: 21 minutes 27 seconds